


What are compression ratios and why are they important? Product information 14/11/2023
Injection molding is a highly complex manufacturing process. However, it’s also a very productive and accurate one for manufacturers who have the expertise and experience to get it right.
Although the injection molding process can create thousands of highly accurate plastic components in each production cycle, there are lots of parameters that need to be considered to ensure this consistent performance. One of these parameters is compression ratios.
This article will explain what compression ratios are, what impact they can have on the accuracy and quality of your plastic components and how you can check that your manufacturer has the expertise to get compression ratios right.
What are injection molding compression ratios?
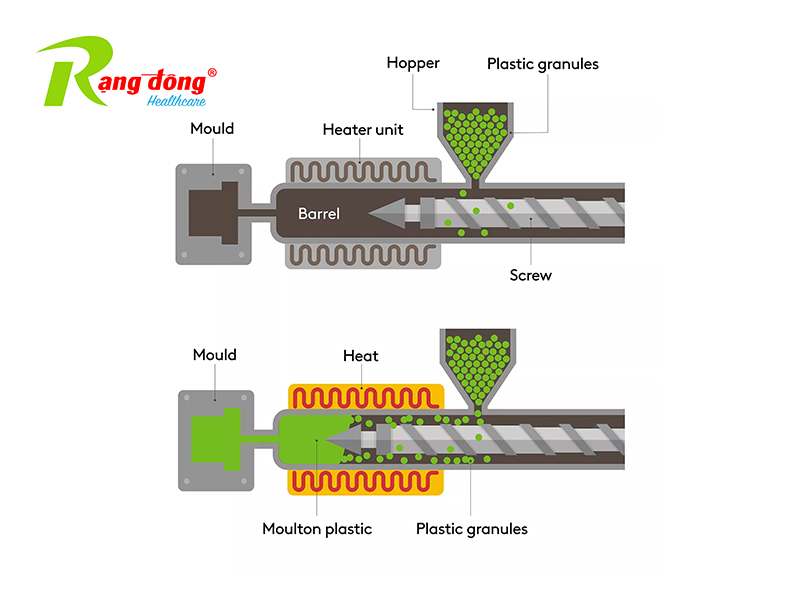
Before talking specifically about compression ratios, it’s important to have a basic knowledge of the injection molding process and how it works. In simple terms, injection molding is the process of injecting molten resin or plastic into a mold at high speed and pressure to create single or multiple parts.
To inject the molten plastic into the mold, a screw is used. This screw is a large part of the injection molding machine and is what feeds the plastic from the hopper (where it is melted) through the barrel and into the mold at high speed and pressure.
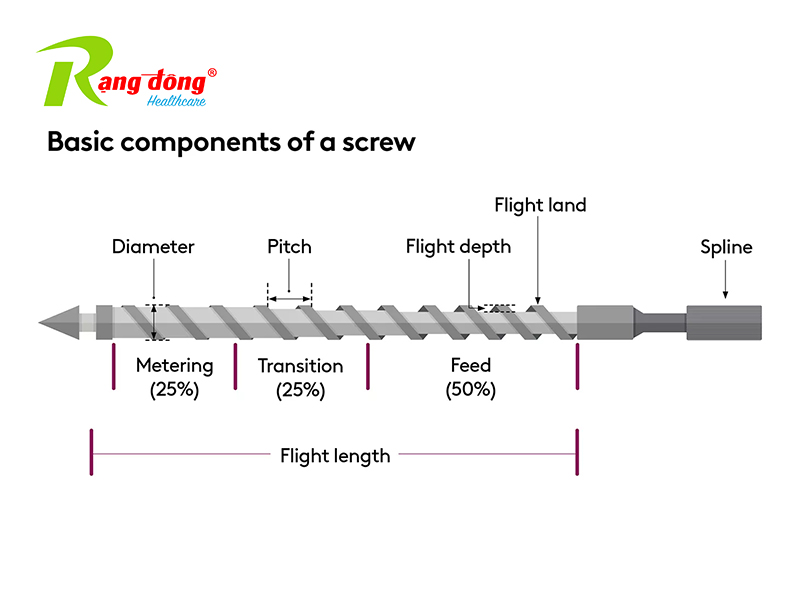
Compression ratios refer directly to the screw in injection molding machines. To work out this ratio, the length (or flight) of the screw is typically separated into three sections: the feed, transition and metering sections. However, there are different screw designs that injection molding manufacturers use depending on the type of thermoplastic they’re using and product they’re molding.
To work out the compression rate, it’s essential to understand channel depth. Channel depth is the volume of plastic that’s held between each ‘turn’ on the screw. The length between each ‘turn’ (known as the root diameter) changes in each section of the screw, which means the volume of plastic also changes.
The ratio of the feed zone channel depth to the meter zone channel depth is what is referred to as the ‘compression ratio’.
Why is understanding the compression ratios important?
Different screws in different machines have different compression ratios. Manufacturers need to be aware of the compression ratio of their chosen screw because this will impact on the amount of heat and pressure applied to the plastic during the injection molding process.
Molding plastic using two different screws (and with two different compression ratios) will cause the material to react in two different ways. Certain plastics may become faulty under certain compression ratios because too much friction, pressure and heat will be applied to the resin.
Which controls need to be adjusted when the compression ratio changes?
The higher the compression ratio, the greater the:
- Shear heat imparted to the plastic resin.
- Heat uniformity of the plastic resin melt.
- Potential for creating stresses in some plastic resins.
- Energy consumption.
This means that, as the compression ratio changes, the level of heat and pressure applied to the plastic and the speed at which the screw is turning needs to be adjusted to ensure the plastic is at optimum condition for injection.
If one of these controls isn’t accurate, it can cause faults in the final part. For example, if the compression ratio, injection speed, pressure or plastic temperature is too high, the plastic will scorch or become too molten, and the final parts will warp.
Length to diameter (L/D) ratio is also an important ratio to consider. This is the ratio of the flighted length of the screw divided by its nominal outside diameter. Although several injection molding machine manufacturers now offer a choice of injection units, most injection screws use a 20:1 L/D ratio.
Ensuring that the L/D ratio is correct is also essential to maintaining high plastic component quality. The larger the ratio and longer the flighted length the:
- More shear heat can be uniformly generated in the plastic without it degrading.
- Greater the opportunity for mixing, resulting in a better homogeneity of the plastic melt.
- Greater the residence time of the plastic in the barrel, possibly permitting faster cycles of larger shots.
Any experienced injection molding manufacturer should have a thorough knowledge of both these ratios and how they relate to screw design and material choice.
Compression molding vs injection molding: what’s the difference?
Sometimes there is confusion between compression ratios in the injection molding process and a different process called compression molding. Although injection molding is a more widely used process, compression molding is still used for specific components, such as plastic gaskets, seals and grommets.
Similarly, in injection molding, compression molding requires an accurate metal mold tool that is used to form molten plastic. However, rather than injecting the molten plastic into the mold tool at high speed, the molten plastic is placed into the mold and then compressed using air. This compression packs out the part in the mold while it cools, forming the final shape.
What are the key differences between compression and injection molding?
The main differences between the injection and compression molding processes are:
- Compression molding doesn’t use a screw to inject plastic into the mold tool, it compacts a part using air.
- Compression molded products tend to be more blocky and less complex than injection molded components. These products also tend to be larger in size.
- The production time of injection molded parts is significantly less. Often compression molded parts need to be further processed, for example excess plastic needs to be trimmed. This means the labour time is higher for compression molded parts.
- Injection molded parts can be produced to a higher quality and in greater quantity thanks to the tight parameter controls and shorter production cycle times.
However, there are also some key similarities between the two processes, including the fact that parts can be produced at a low cost. Parts can also be created in different colours with a range of aesthetic qualities depending on the type of plastics that are used.



